

Enkel tillverkningsprocess av stålkulor
Formning av kulämnen → ringborttagning → grovslipning → mjukslipning → formning av kulämne → slät kula (eller filning → mjukslipning) → hårdslipning → finslipning → precisionsslipning (eller polering) → ultra precisionsslipning.
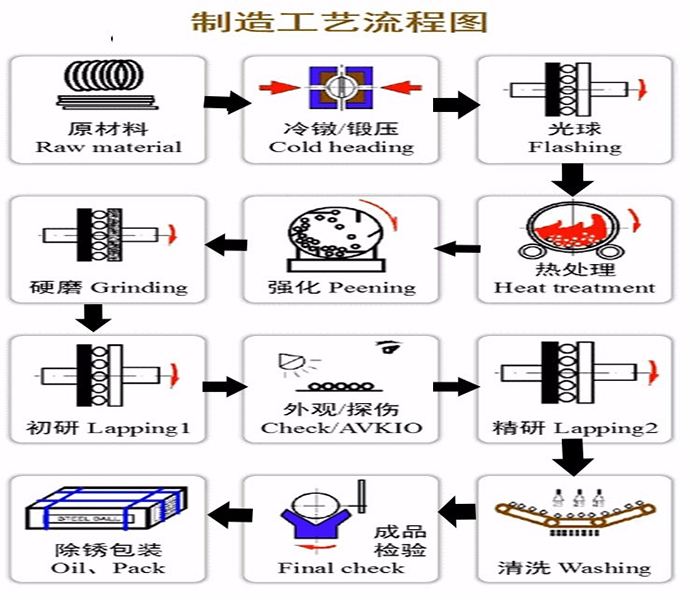
Detaljerad tillverkningsprocess av stålkulor
1. Tråddragning: Sträck ut tråden till önskad diameter med hjälp av en tråddragningsmaskin;
2. Kall rubrik (smidning): Placera den dragna tråden i en stålkula med kall rubrik, och använd stålformen inuti maskinen för att smida den till ett kulämne;
3. Lightball: Två cirkulära plattor för slipkula av gjutjärn inuti lightballmaskinen trycker och filar embryot med kall rubrik för att ta bort den yttre ringen och två poler på embryot;
4. Mjuk boll: Två cirkulära plattor för gjutjärnsslipkulor inuti mjukbollsmaskinen filar det lätta bollembryot för att slipa det till önskad bolldiameter och ytjämnhet;
5. Värmebehandling: Sätt bollen i en värmebehandlingsugn, karburisera den, släck den och härdning för att ge den ett visst uppkolningsskikt, hårdhet, seghet och krossbelastning;
6. Hård slipning: Slipskivan inuti slipmaskinen trycksätter och slipar det värmebehandlade kulämnet för att ta bort det svarta oxidskiktet på kulans yta och korrigera kulans noggrannhet;
7. Precisionsslipning/poleringsrengöring: Precisionsslipning: Slipa slipkulembryot i precisionsslipmaskinen för att uppnå den erforderliga precisionen och jämnheten hos den färdiga produkten;
Polering och rengöring: Häll bollen i polertrumman och rotera den, rengör sedan den sfäriska ytan med poleringsrengöringsmedel och vatten för att göra den ren och glänsande;
8. Val av utseende: Använd manuell visuell inspektion för att kontrollera eventuella defekter på stålkulans yta, och använd en mikrometer för att mäta den verkliga rundheten, satsens diametervariation, och använd en ytjämnhetsmätare för att upptäcka ytjämnhet som den slutliga inspektionen;
9. Förpackning: Belägg stålkulor/rostfria stålkulor/lagerstålkulor med rostskyddsolja och packa dem i kartonger eller vävda påsar.
Med teknikens utveckling har efterfrågan på stora tunga lager inom utrustningstillverkningsindustrin ökat ytterligare vad gäller kvantitet och kvalitet, och kraven på kvantitet och kvalitet för att stödja stora lagerstålkulor behöver också ökas i motsvarande grad. Diametervariationen för stålkulan ska vara liten, stålkulans ytråhet ska vara liten, noggrannheten ska vara hög och skillnaden mellan kärnhårdheten och ythårdheten hos stålkulan ska vara liten. Diametern på stora lagerstålkulor har nu nått 150MM-200MM.
Tillverkningsprocessen för stora lagerstålkulor skiljer sig från den för vanliga specifikationer. Följande jämförelse görs:
1. Tillverkningsprocess för stora lagerstålkulor:
Skärning - Smide - Glödgning - Svarvning - Värmebehandling - Hård slipning - Inledande forskning - Precisionsforskning;
2. Tillverkningsprocess för vanliga specifikationer med stålkulor:
Tråddragning - Kall rubrik - Lätt boll - Mjuk boll - Värmebehandling - Hård slipning - Finslipning;
Tillverkningsprocess för importerade lagerstålkulor
1) Tillverkningsutrustning med importerade kulor av lagerstål
2) Jogga först den hydrauliska cylindern för att föra fram slipplattan tills lagerstålkulan kan placeras mellan de två slipplattorna.
3) Installera kulutloppet och håll det löst. Skriv spindeln för att fylla utrymmet mellan de två slipplattorna med stålkulor och justera kulutloppet till
Kuluppsamlingsbladet är tätt fäst vid ändytan av slipplattan (eller slipskivan) och fäst vid kulutloppet. Vid denna tidpunkt är det tillrådligt att applicera tryck på de två slipplattorna för att driva kromstålkulan att rotera.
4) Stäng skyddslocket, starta vattenpumpen, starta materialbrickan och starta huvudaxeln.
5) Enligt processvanorna för varje fabrik, justera hastigheten på spindeln och materialbrickan och justera mängden kulor för att säkerställa att stålkulorna i varje spår på styrplattan är jämnt fördelade
Jämnt fördelad och inte överlappande.
6) Justera sliptrycket, vrid tryckbrytaren på manöverpanelen till öppet läge, justera tryckökningsventilen på hydraulstationens panel och höj den
Ange trycket och lås det i varje fabrik, och var uppmärksam på hydraulsystemet för att upprätthålla trycket under uppstart.
7) Under normala arbetsförhållanden är det nödvändigt att regelbundet observera driftstatus, tryck och smidigt in- och utträde för värden.
8) När stålkulan når den angivna storleken och ytkvaliteten, minska först arbetstrycket och tryck sedan på huvudstoppknappen.
9) Förbered behållaren för att ta bort lagerstålkulan.